אין סעמיקאַנדאַקטער מאַנופאַקטורינג, עס איז אַ טעכניק גערופֿן "עטטשינג" בעשאַס די פּראַסעסינג פון אַ סאַבסטרייט אָדער אַ דין פילם געשאפן אויף די סאַבסטרייט. די אַנטוויקלונג פון עטשינג טעכנאָלאָגיע האט געשפילט אַ ראָלע אין ריאַלייזינג די פּראָגנאָז געמאכט דורך ינטעל גרינדער גארדאן מאָר אין 1965 אַז "די ינטאַגריישאַן געדיכטקייַט פון טראַנזיסטערז וועט טאָפּל אין 1.5 צו 2 יאָר" (קאַמאַנלי באקאנט ווי "מאָר ס געזעץ").
עטשינג איז נישט אַ "אַדאַטיוו" פּראָצעס ווי דעפּאַזישאַן אָדער באַנדינג, אָבער אַ "סאַבטראַקטיוו" פּראָצעס. אין דערצו, לויט די פאַרשידענע סקרייפּינג מעטהאָדס, עס איז צעטיילט אין צוויי קאַטעגאָריעס, ניימלי "נאַס עטשינג" און "טרוקן עטשינג". פּשוט, די ערשטע איז אַ מעלטינג אופֿן און די יענער איז אַ גראַבינג אופֿן.
אין דעם אַרטיקל, מיר וועלן בעקיצער דערקלערן די קעראַקטעריסטיקס און דיפעראַנסיז פון יעדער עטשינג טעכנאָלאָגיע, נאַס עטשינג און טרוקן עטשינג, ווי געזונט ווי די אַפּלאַקיישאַן געביטן פֿאַר וואָס יעדער איז פּאַסיק.
איבערבליק פון עטשינג פּראָצעס
עטטשינג טעכנאָלאָגיע איז געזאגט צו האָבן ערידזשאַנייטאַד אין אייראָפּע אין די מיטן 15 יאָרהונדערט. אי ן יענע ר צײ ט הא ט מע ן זי ך ארײנגעגאס ן אי ן א ן אויסגעקריצט ן קופער ן טעלער , כד י צ ו קעראדיר ן ד י נאקעט ע קופער ן או ן געשאפ ן א ן אינטאגליא . ייבערפלאַך באַהאַנדלונג טעקניקס וואָס נוצן די יפעקץ פון קעראָוזשאַן זענען וויידלי באקאנט ווי "עטטשינג."
דער ציל פון די עטשינג פּראָצעס אין סעמיקאַנדאַקטער מאַנופאַקטורינג איז צו שנייַדן די סאַבסטרייט אָדער פילם אויף די סאַבסטרייט לויט די צייכענונג. דורך ריפּיטינג די פּריפּעראַטאָרי סטעפּס פון פילם פאָרמירונג, פאָטאָליטאָגראַפי און עטשינג, די פּלאַנער סטרוקטור איז פּראַסעסט אין אַ דריי-דימענשאַנאַל סטרוקטור.
דער חילוק צווישן נאַס עטשינג און טרוקן עטשינג
נאָך די פאָטאָליטאָגראַפי פּראָצעס, די יקספּאָוזד סאַבסטרייט איז נאַס אָדער טרוקן עטשט אין אַ עטשינג פּראָצעס.
נאַס עטשינג ניצט אַ לייזונג צו עטשינג און סקראַפּ אַוועק די ייבערפלאַך. כאָטש דעם אופֿן קענען זיין פּראַסעסט געשווינד און ביליק, זיין כיסאָרן איז אַז די פּראַסעסינג אַקיעראַסי איז אַ ביסל נידעריקער. דעריבער, טרוקן עטשינג איז געבוירן אַרום 1970. טרוקן עטשינג טוט נישט נוצן אַ לייזונג, אָבער ניצט גאַז צו שלאָגן די סאַבסטרייט ייבערפלאַך צו קראַצן עס, וואָס איז קעראַקטערייזד דורך הויך פּראַסעסינג אַקיעראַסי.
"יסאָטראָפּי" און "אַניסאָטראָפּיע"
ווען ינטראָודוסינג די חילוק צווישן נאַס עטשינג און טרוקן עטשינג, די יקערדיק ווערטער זענען "יסאָטראָפּיק" און "אַניסאָטראָפּיק". איזאָטראָפּיע מיינט אַז די גשמיות פּראָפּערטיעס פון מאַטעריאַל און פּלאַץ טוישן נישט מיט ריכטונג, און אַניסאָטראָפּיע מיטל אַז די גשמיות פּראָפּערטיעס פון ענין און פּלאַץ בייַטן מיט ריכטונג.
איזאָטראָפּיש עטשינג מיטל אַז עטשינג לייזונג מיט די זעלבע סומע אַרום אַ זיכער פונט, און אַניסאָטראָפּיק עטשינג מיטל אַז עטשינג לייזונג אין פאַרשידענע אינסטרוקציעס אַרום אַ זיכער פונט. פֿאַר בייַשפּיל, אין עטשינג בעשאַס סעמיקאַנדאַקטער מאַנופאַקטורינג, אַניסאָטראָפּיק עטשינג איז אָפט אויסדערוויילט אַזוי אַז בלויז די ציל ריכטונג איז סקרייפּט, געלאזן אנדערע אינסטרוקציעס בעשאָלעם.
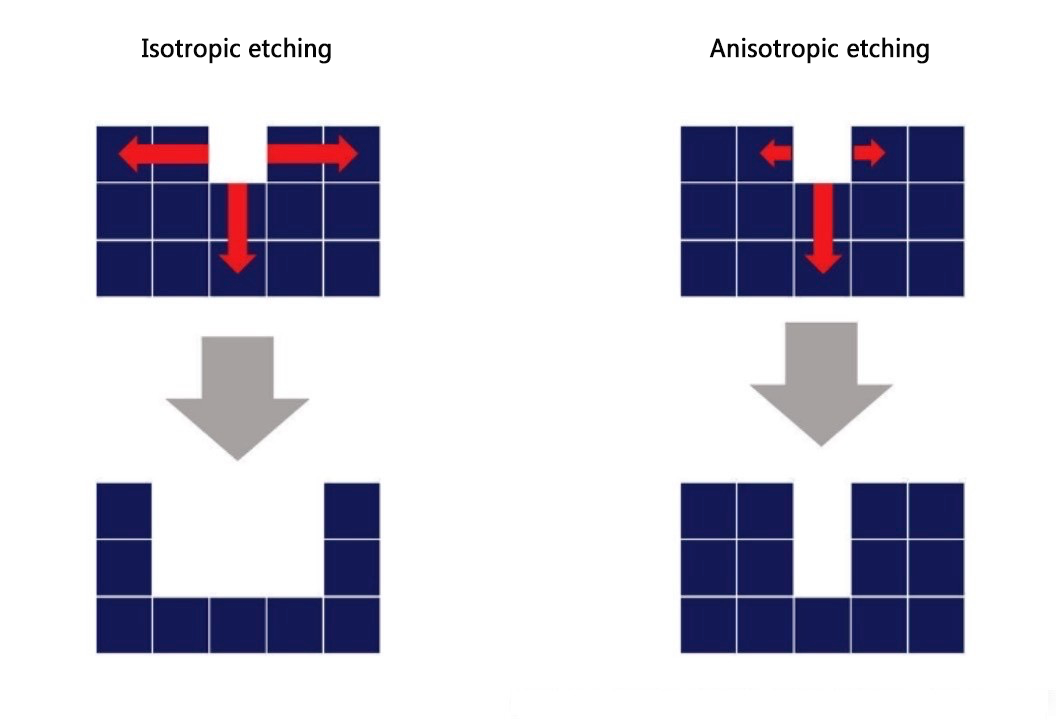 בילדער פון "יסאָטראָפּיק עטש" און "אַניסאָטראָפּיק עטש"
בילדער פון "יסאָטראָפּיק עטש" און "אַניסאָטראָפּיק עטש"
נאַס עטשינג ניצן קעמיקאַלז.
נאַס עטשינג ניצט אַ כעמישער רעאַקציע צווישן אַ כעמישער און אַ סאַבסטרייט. מיט דעם אופֿן, אַניסאָטראָפּיק עטשינג איז נישט אוממעגלעך, אָבער עס איז פיל מער שווער ווי יסאָטראָפיק עטשינג. עס זענען פילע ריסטריקשאַנז אויף די קאָמבינאַציע פון סאַלושאַנז און מאַטעריאַלס, און טנאָים אַזאַ ווי סאַבסטרייט טעמפּעראַטור, לייזונג קאַנסאַנטריישאַן און אַדישאַן סומע מוזן זיין שטרענג קאַנטראָולד.
ניט קיין ענין ווי פיינלי די באדינגונגען זענען אַדזשאַסטיד, נאַס עטשינג איז שווער צו דערגרייכן פייַן פּראַסעסינג אונטער 1 μם. איין סיבה פֿאַר דעם איז די נויט צו קאָנטראָלירן זייַט עטשינג.
אַנדערקוטינג איז אַ דערשיינונג אויך באקאנט ווי אַנדערקוטטינג. אפילו אויב עס איז געהאפט אַז די מאַטעריאַל וועט זיין צעלאָזן בלויז אין די ווערטיקאַל ריכטונג (טיפקייַט ריכטונג) דורך נאַס עטשינג, עס איז אוממעגלעך צו גאָר פאַרמייַדן די לייזונג פון היטטינג די זייטן, אַזוי די דיסאַלושאַן פון די מאַטעריאַל אין די פּאַראַלעל ריכטונג וועט ינעוואַטאַבלי גיינ ווייַטער. . רעכט צו דעם דערשיינונג, נאַס עטשינג ראַנדאַמלי טראגט סעקשאַנז וואָס זענען נעראָוער ווי די ציל ברייט. אין דעם וועג, ווען פּראַסעסינג פּראָדוקטן וואָס דאַרפן גענוי קראַנט קאָנטראָל, די רעפּראָדוסיביליטי איז נידעריק און די אַקיעראַסי איז אַנרילייאַבאַל.
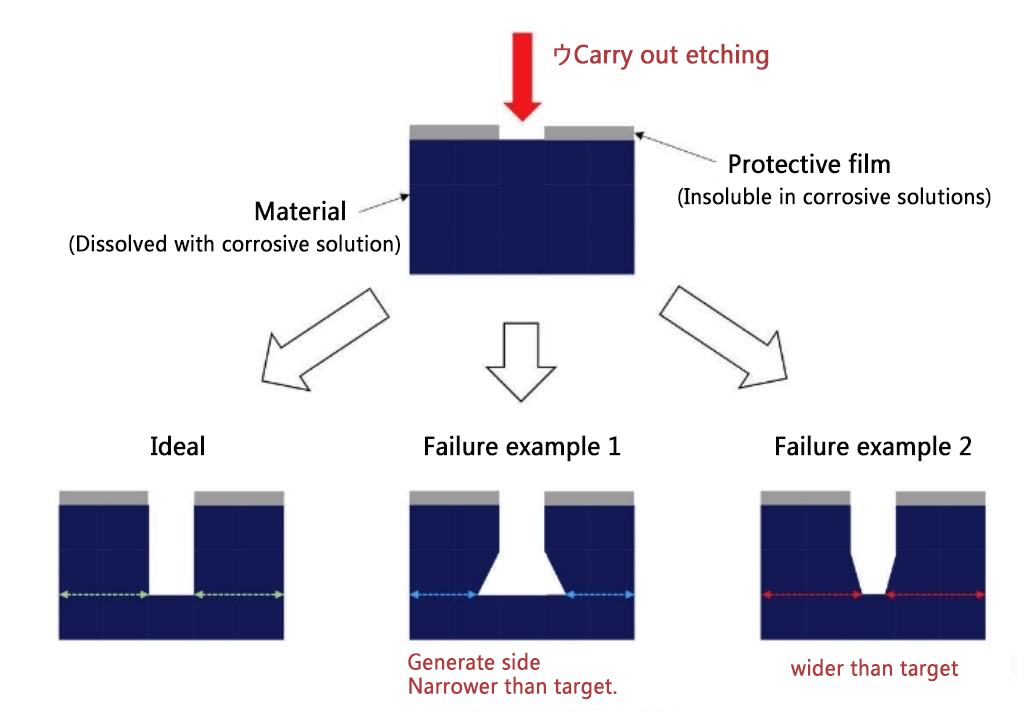 ביישפילן פון מעגלעך פייליערז אין נאַס עטשינג
ביישפילן פון מעגלעך פייליערז אין נאַס עטשינג
פארוואס טרוקן עטשינג איז פּאַסיק פֿאַר מיקראָמאַשינינג
באַשרייַבונג פון פֿאַרבונדענע קונסט טרוקן עטשינג פּאַסיק פֿאַר אַניסאָטראָפּיק עטשינג איז געניצט אין סעמיקאַנדאַקטער מאַנופאַקטורינג פּראַסעסאַז וואָס דאַרפן הויך-פּינטלעכקייַט פּראַסעסינג. טרוקן עטשינג איז אָפט ריפערד צו ווי ריאַקטיוו יאָן עטשינג (ריע), וואָס קען אויך אַרייַננעמען פּלאַזמע עטשינג און ספּאַטער עטשינג אין אַ ברייט זינען, אָבער דער אַרטיקל וועט פאָקוס אויף ריע.
צו דערקלערן וואָס אַניסאָטראָפּיק עטשינג איז גרינגער מיט טרוקן עטשינג, לאָזן אונדז נעמען אַ נעענטער קוק אין די RIE פּראָצעס. עס איז גרינג צו פֿאַרשטיין דורך דיוויידינג דעם פּראָצעס פון טרוקן עטשינג און סקרייפּינג אַוועק די סאַבסטרייט אין צוויי טייפּס: "כעמיש עטשינג" און "גשמיות עטשינג".
כעמישער עטשינג אַקערז אין דרייַ סטעפּס. ערשטער, די ריאַקטיוו גאַסאַז זענען אַדסאָרבעד אויף די ייבערפלאַך. רעאַקציע פּראָדוקטן זענען דעמאָלט געשאפן פון די אָפּרוף גאַז און סאַבסטרייט מאַטעריאַל, און לעסאָף די אָפּרוף פּראָדוקטן זענען דעסאָרבעד. אין די סאַבסאַקוואַנט גשמיות עטשינג, די סאַבסטרייט איז עטשט ווערטיקלי דאַונווערד דורך אַפּלייינג אַרגאָן גאַז ווערטיקלי צו די סאַבסטרייט.
כעמישער עטשינג אַקערז יסאָטראַפּיקאַללי, כוועראַז פיזיש עטשינג קענען פּאַסירן אַניסאָטראָפּיקאַללי דורך קאַנטראָולינג די ריכטונג פון גאַז אַפּלאַקיישאַן. ווייַל פון דעם גשמיות עטשינג, טרוקן עטשינג אַלאַוז מער קאָנטראָל איבער די עטשינג ריכטונג ווי נאַס עטשינג.
טרוקן און נאַס עטשינג אויך ריקווייערז די זעלבע שטרענג טנאָים ווי נאַס עטשינג, אָבער עס האט העכער רעפּראָדוסיביליטי ווי נאַס עטשינג און האט פילע גרינגער צו קאָנטראָלירן זאכן. דעריבער, עס איז קיין צווייפל אַז טרוקן עטשינג איז מער קאַנדוסיוו צו אינדוסטריעלע פּראָדוקציע.
פארוואס נאַס עטשינג איז נאָך דארף
אַמאָל איר פֿאַרשטיין די פּאָנעם אַמניפּאַטאַנט טרוקן עטשינג, איר קען ווונדער וואָס נאַס עטשינג נאָך יגזיסץ. אָבער, די סיבה איז פּשוט: נאַס עטשינג מאכט די פּראָדוקט טשיפּער.
דער הויפּט חילוק צווישן טרוקן עטשינג און נאַס עטשינג איז פּרייַז. די קעמיקאַלז געניצט אין נאַס עטשינג זענען נישט אַז טייַער, און די פּרייַז פון די עקוויפּמענט זיך איז געזאגט צו זיין וועגן 1/10 פון די פון טרוקן עטשינג עקוויפּמענט. אין אַדישאַן, די פּראַסעסינג צייט איז קורץ און קייפל סאַבסטרייץ קענען זיין פּראַסעסט אין דער זעלביקער צייט, רידוסינג פּראָדוקציע קאָס. ווי אַ רעזולטאַט, מיר קענען האַלטן פּראָדוקט קאָס נידעריק, געבן אונדז אַ מייַלע איבער אונדזער קאָמפּעטיטאָרס. אויב די רעקווירעמענץ פֿאַר פּראַסעסינג אַקיעראַסי זענען נישט הויך, פילע קאָמפּאַניעס וועלן קלייַבן נאַס עטשינג פֿאַר פּראָסט מאַסע פּראָדוקציע.
די עטשינג פּראָצעס איז באַקענענ ווי אַ פּראָצעס וואָס פיעסעס אַ ראָלע אין מיקראָפאַבריקאַטיאָן טעכנאָלאָגיע. דער עטשינג פּראָצעס איז בעערעך צעטיילט אין נאַס עטשינג און טרוקן עטשינג. אויב די פּרייַז איז וויכטיק, די ערשטע איז בעסער, און אויב מיקראָפּראָסעססינג אונטער 1 μm איז פארלאנגט, די יענער איז בעסער. ידעאַללי, אַ פּראָצעס קענען זיין אויסדערוויילט באזירט אויף די פּראָדוקט צו זיין געשאפן און די פּרייַז, אלא ווי וואָס איינער איז בעסער.
פּאָסטן צייט: אפריל 16-2024